
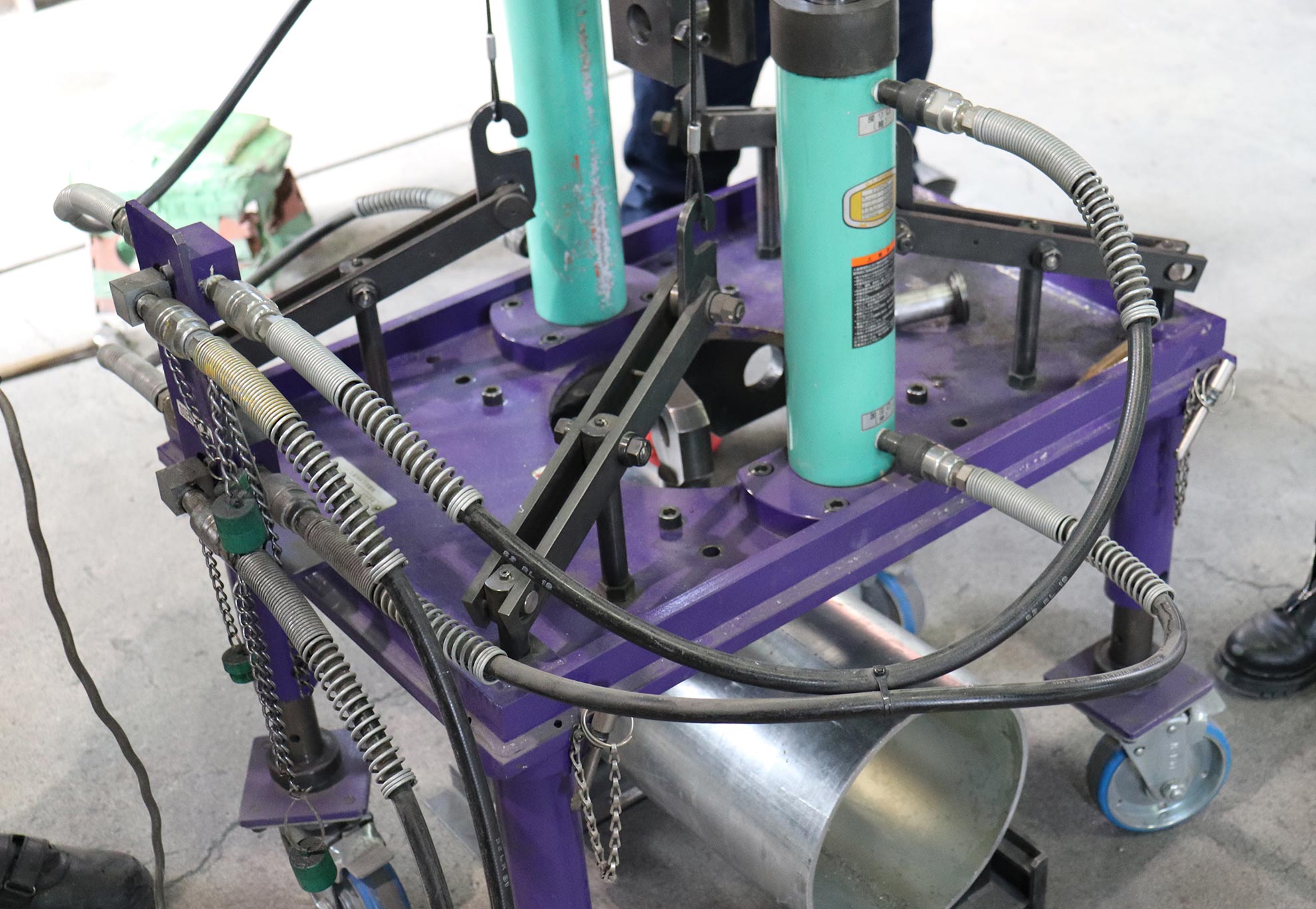
キャスター付分岐加⼯機
ポン太
異径チーズを溶接することなく
枝管を作ることができる
配管バーリング加⼯機
キャスター付分岐加⼯機
ポン太 とは
キャスター付分岐加⼯機
ポン太とは?
空調やプラントなどに⽤いる鋼管の途中に、異径チーズを溶接することなく枝管を作ることができる配管バーリング加⼯機です。
特許7437587号

バーリング加工とは
金属の板に開けた穴の縁を押し広げ
筒状のフランジ(立ち上がり)を成形する塑性加工の一種
ポン太の開発経緯
ポン太の開発経緯
今や我が国のあらゆる業界において、人出不足が叫ばれています。
特に、建設業界では、深刻な高齢化と若手不足が顕著となっています。
インフラ老朽化による需要増に対し、担い手の減少もその要因です。
また、建築設備やプラント関係では配管工事関係の熟練工などの定年離職もあり、技術の継承が断ち切られようとしています。
そしてコロナ禍以降、原材料費の高騰なども益々鮮明となっており、現場での時短や材料費のコスト削減化に向けた工法の開発も急務となっていました。
こうした現状を踏まえ、誰でも容易に使えて利便性の高い、移動式で収納も簡単な『ポン太』を開発するに至りました。
『ポン太』は、空調・衛生工事、プラントの配管業者が「こうしたものがあったら」といった発想から生まれた装置であり、2023年9月に特許を取得いたしました。
特許7437587号
配管バーリング加工とは?/其の1
配管バーリング加工とは?/其の1

STEP.1

STEP.2

STEP.3

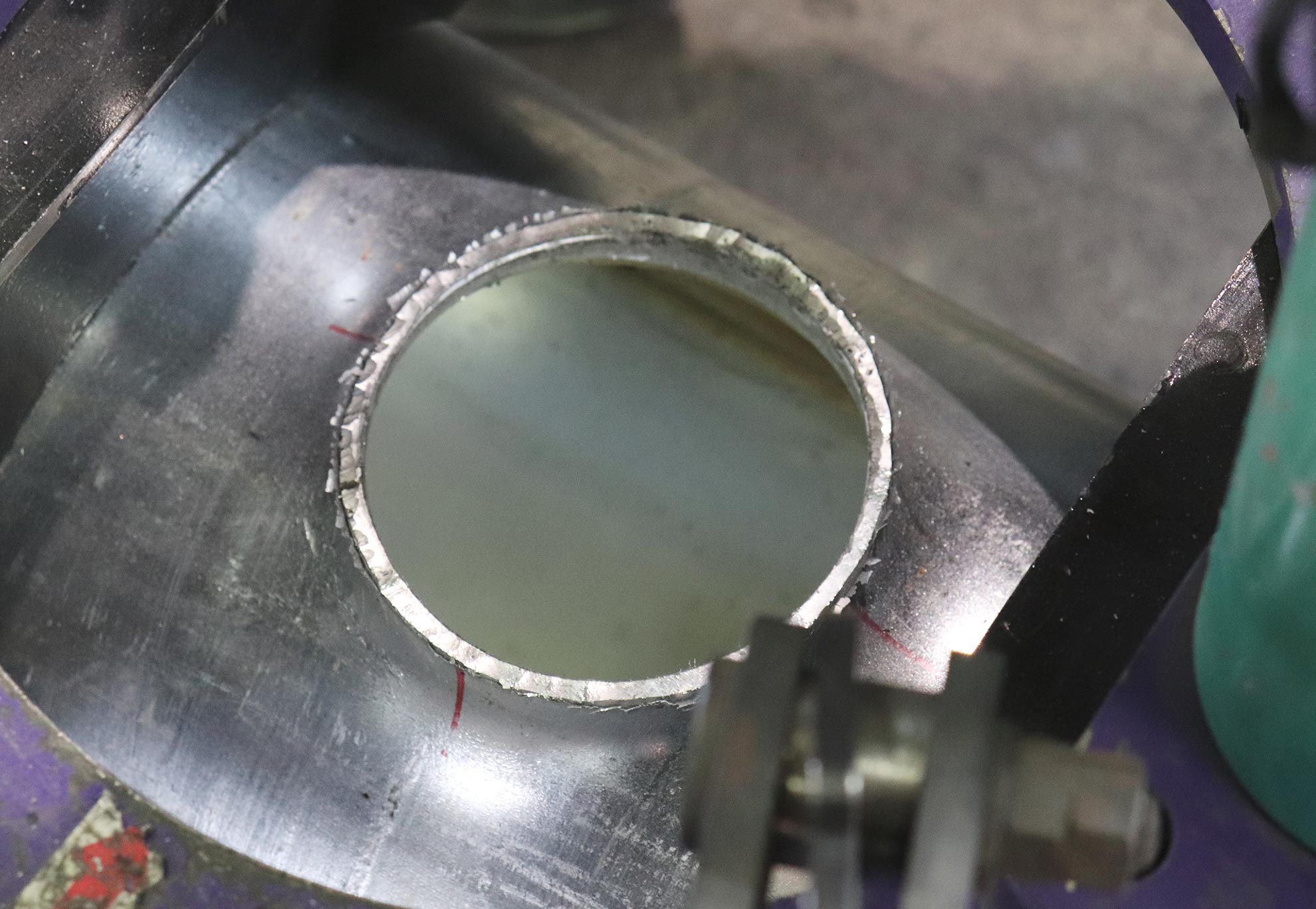
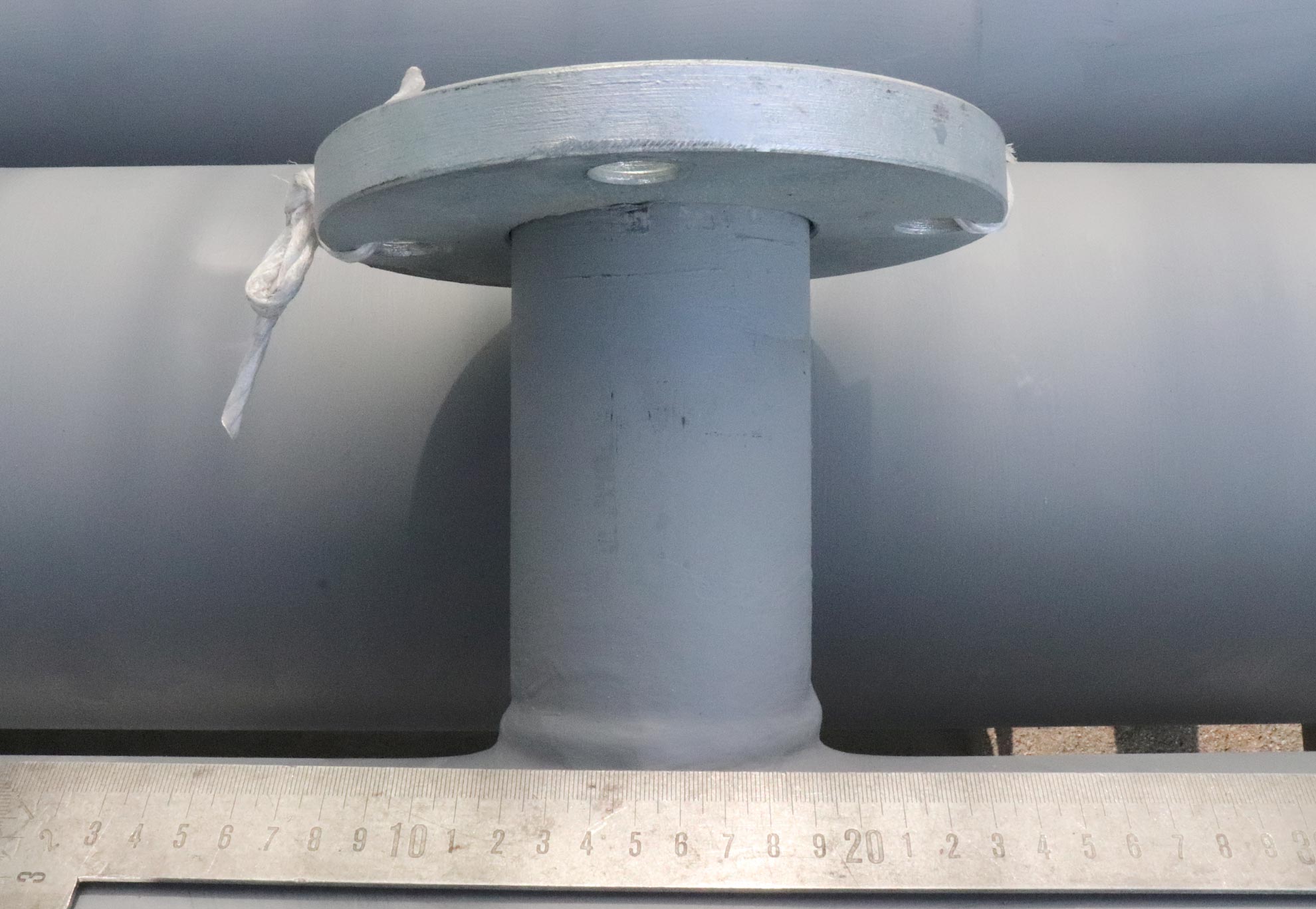
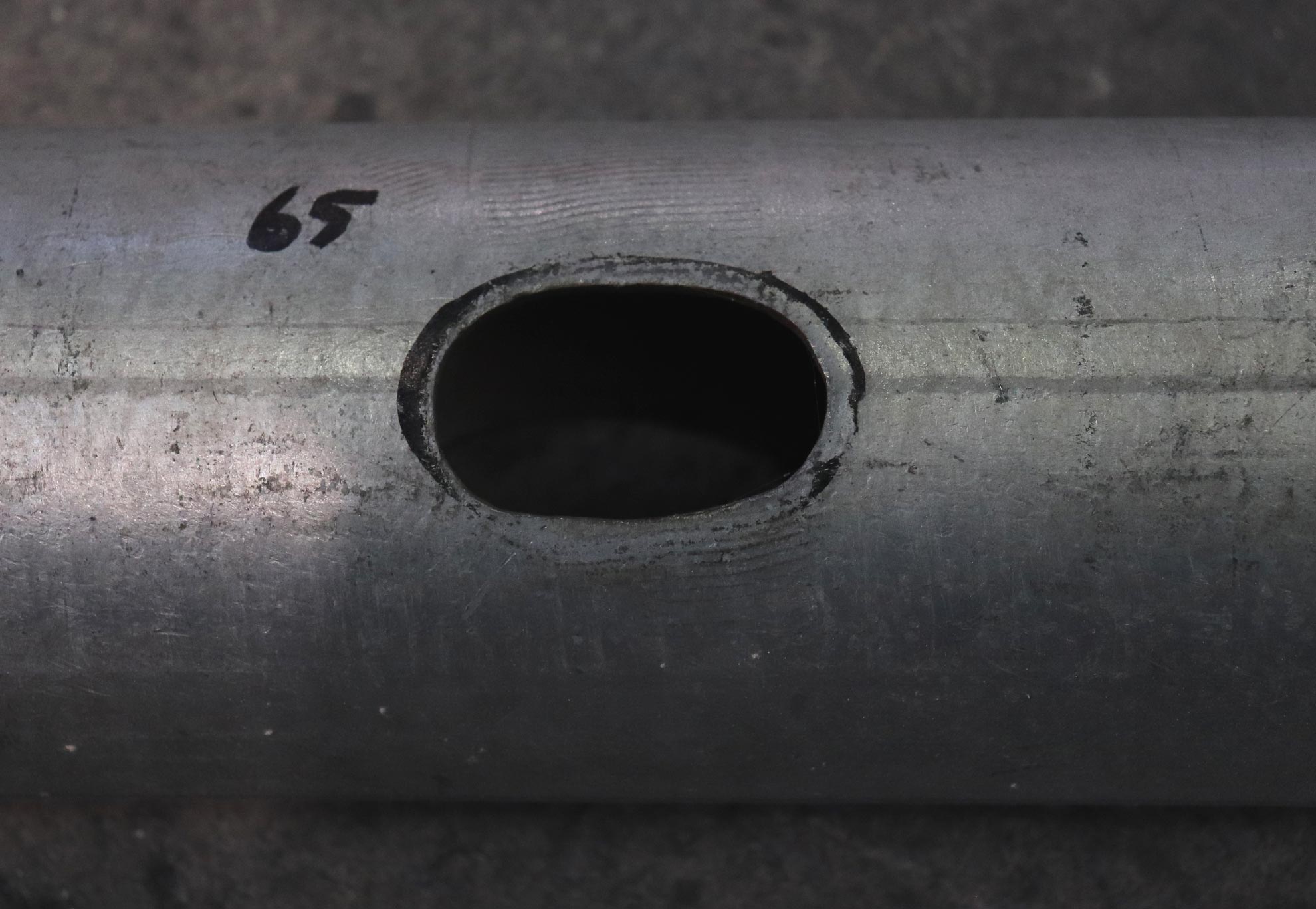
下穴施工(バーリング加工前)

枝間接続部を形成(バーリング加工後)




※画像クリックで拡大します
配管バーリング加工とは?/其の2
配管バーリング加工とは?/其の2
工法の違いによる製品比較
【従来の工法】

異径チーズを溶接し枝管を施工
| 溶接箇所 | 多△ |
| 作業時間 | 長△ |
| 品質 | 歪が出る△ |
| 性能 | 継目が多い△ |
| コスト | 高△ |
【バーリング工法】

ポン太でバーリング加工し枝管を施工
| 溶接箇所 | 小◎ |
| 作業時間 | 短◎ |
| 品質 | 漏れリスク小◎ |
| 性能 | 継目が少ない◎ |
| コスト | 低い◎ |
配管バーリング加工とは?/其の3
配管バーリング加工とは?/其の3

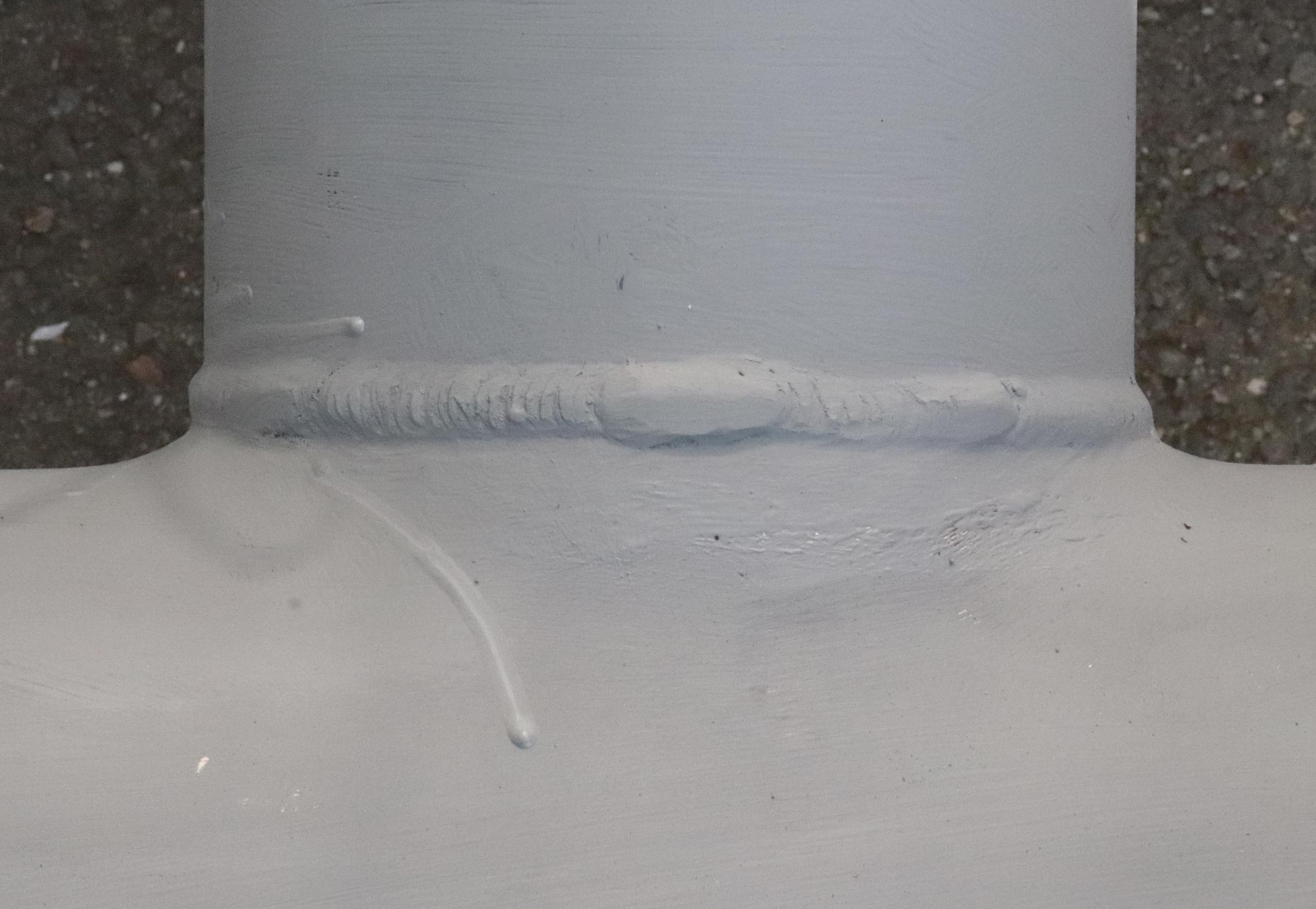
溶接箇所

溶接箇所(拡大)
キャスター付分岐加⼯機
ポン太
キャスター付分岐加⼯機
ポン太
高 1,460mm × 幅 560mm × 奥行800mm / 約200kg
ユーザー様お渡し価格(税別) 6,000,000円
(オプション含まず)
| 対象ワーク | 母管サイズ | 枝管サイズ |
| SGP / STPG370 / SUS (※sch#20~#40) 炭素鋼鋼管 ~ t 7.0 ステンレス鋼管 ~ t 5.0 |
65A~300A | 50A~200A |
オプション
抜き治具:32A用、40A用、250A用
| 油圧ジャッキ | 2ヶ |
| 油圧ユニット | 1ヶ |
| 手元操作ボタン | 1ヶ |
| 母管保持金具 | 65A用 ~ 300A用 |
| 抜き治具 | 50A用 ~ 200A用 |
| 引揚げねじ | 50A ~ 250A対応 |
| 鋼管専用置き台 | |
| 油圧ユニットキャスター |
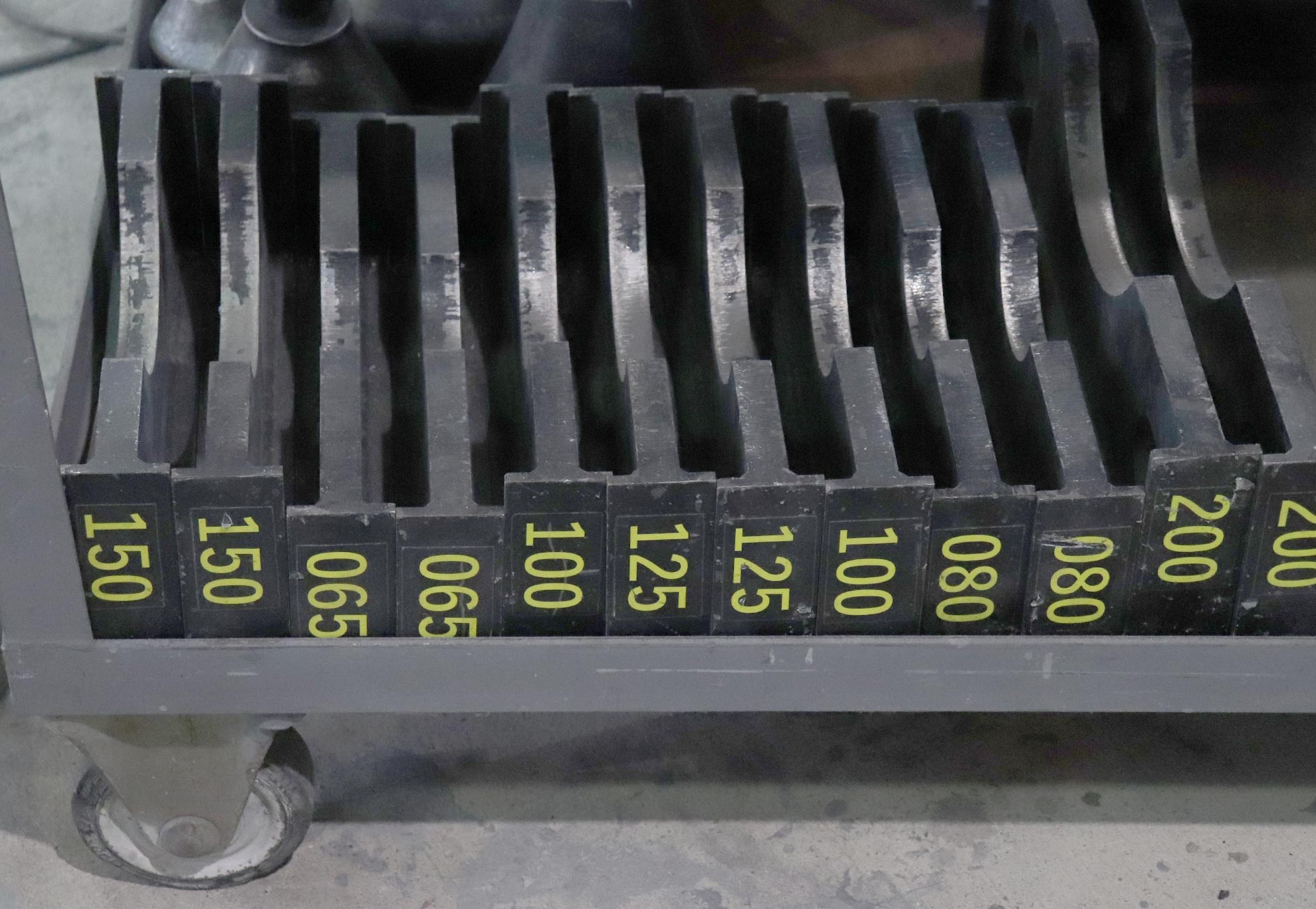
ポン太 の加工範囲
ポン太 の加工範囲
| 母管サイズ(A) | 枝 管 サ イ ズ (A) | ||||||
| 300 |
200 | 150 | 125 | 100 | 80 | 65 | 50 |
| 250 | 200 | 150 | 125 | 100 | 80 | 65 | 50 |
| 200 | 150 | 125 | 100 | 80 | 65 | 50 | |
| 150 | 125 | 100 | 80 | 65 | 50 | ||
| 125 | 100 | 80 | 65 | 50 | |||
| 100 | 80 | 65 | 50 | ||||
| 80 | 65 | 50 | |||||
| 65 | 50 | ||||||
PONTA
Gallery
GALLERY ONE
GALLERY TWO
GALLERY THREE

GALLERY FOUR

GALLERY FIVE
GALLERY SIX
GALLERY
GALLERY

GALLERY

GALLERY

GALLERY
GALLERY

GALLERY

GALLERY
GALLERY
GALLERY
GALLERY

GALLERY

GALLERY

GALLERY
“
ポン太
購入頂いたお客様の声
ポン太
購入頂いたお客様の声
O社様
他社製の据置型加工機を持っていたが、今後の他エリアへの事業拡大を考え、持ち運び可能なポン太の操作性に魅力を感じ購入しました。助かっています。
N社様
元々、分岐加工を外注発注しており、今後同様の加工が増加することを見込み購入決定。結果、継手待ちでの加工遅延が少なくなり生産性向上に繋がった。
D社様
現場施工の省力化推進するオフサイト加工センターへ、フレアーマシンと併せて導入。溶接工程低減で加工速度アップに繋がっている。
α社様
他社製との比較でコストは1/3程度、操作性については単純明確で操作性抜群。デモ機実演をした時に作業員の良好な反応と労働時間短縮につながると考え購入。実際に溶接工数低減が図れた。
I社様
溶接異径チーズの材料費が¥200万ほど必要な案件をポン太採用により材料費低減。且つ、生産性向上に繋がった。
資料/鋼管分岐方法の違いによる比較・其の1
資料・其の1
鋼管分岐方法の違いによる比較
ポン太のコスト、品質について
| 材料費 | 作業工数 | 品質 | 性能 | |
| A/チーズ溶接 | △ | △ | △ | △ |
| コスト:高 | 作業:多 | 歪が出る | 継目:多 | |
| 部品点数:多 | 溶接:9ヶ所 | 漏れリスク大 | ||
| B/サドル溶接 | 〇 | 〇 | △ | 〇 |
| (亜鉛メッキ除去) | R形状の溶接 | 接続部に段差 | ||
| 溶接:6ヶ所 | ||||
| C/バーリング | ◎ | ◎ | ◎ | ◎ |
| コスト:低 | 作業:少 | 突合せ溶接 | 継目:少 | |
| 部品点数:少 | 溶接:3ヶ所 | 漏れリスク少 | 継目:滑らか |
材料価格について
- バーリング分岐は、チーズ分岐に対し約75%のコスト削減が見込める。
- バーリング分岐は、サドル分岐に対し約40%のコスト削減が見込める。
作業時間について
- バーリング分岐は、チーズ分岐に対し約50%の作業短縮が見込める。
- バーリング分岐は、サドル分岐に対し約6%の作業短縮が見込める。
資料/鋼管分岐方法の違いによる比較・其の2
資料・其の2
鋼管分岐方法の違いによる比較
ポン太のコスト、品質について
例) 母管 150A×1,500mmに枝管 100A×200mmを3本分岐 の場合の材料費(定価ベース)、作業工数(推定値)を比較。
| 分岐方法 | 母管 150A | 枝管 100A | 作業点数 (作業工数) | ||||||||
| 使用長 | 使用長 | 母管 切断数 | 枝管 切断数 | 母管 開先数 | 枝管 開先数 | 分岐材 開先数 | 下穴 加工 | バーリング 加工 | 溶接 箇所 | 工数計 (min) | |
| チーズ 溶接 |
650 | 600 | 8 | 6 | 6 | 3 | 9 | 0 | 0 | 9 | |
| (16min) | (12min) | (36min) | (18min) | (54min) | (45min) | 181 | |||||
| サドル 溶接 |
1,500 | 600 | 2 | 6 | 3 | 3 | 0 | 3 | 0 | 6 | |
| (4min) | (12min) | (18min) | (18min) | 0 | (15min) | (30min) | 97 | ||||
| バーリング | 1,500 | 600 | 2 | 6 | 3 | 3 | 0 | 3 | 3 | 3 | |
| (4min) | (12min) | (18min) | (18min) | 0 | (9min) | (15min) | (15min) | 91 | |||

※サドル溶接は、使用するサドルによっては、亜鉛メッキ除去作業を要する
作業条件
- 切断時間 2min/1切断当たり
- 開先加工時間 6min/1開先当たり
- ホルソー下穴加工時間 5min/1穴当たり(手入含む)
- プラズマ下穴加工時間 3min/1穴当たり(手入含む)
- バーリング加工時間 5min/1引抜当たり(端面仕上含む)
- 溶接時間 5min/1溶接当たり
Contact
お問い合わせや資料請求はこちらから
お気軽にお問い合わせください。
Contact
お問い合わせや資料請求はこちらから
お気軽にお問い合わせください。